












Temperatura de impresión
Temperatura de impresión , ¿Cuál es la temperatura a la que debo imprimir mi material? Es un pregunta muy frecuente cuando recién comenzamos a sumergirnos en el mundo de la impresión 3D.
Y la respuesta es: Dependiendo del uso que le queramos dar a nuestra pieza, podríamos utilizar una temperatura más ventajosa en acabado superficial o una que ofrezca una mejor adherencia en capas. Una temperatura muy baja podría ocasionar que la pieza sea extremadamente frágil y una temperatura muy alta podría ocasionar un deterioro importante del material durante su impresión.
En este artículo buscaremos un balance entre acabado superficial y resistencia.
La temperatura a la que debemos imprimir un material depende de 4 factores principales:
- El material mismo (¿PLA? ¿ABS? ¿PETG?)
- La marca del material (Color Plus, colorFabb, Polymaker, etc.)
- La modelo de la impresora que se está utilizando
- Parámetros de impresión; velocidad y altura de capa primordialmente
Definamos cada punto:
Si tu equipo no está imprimiendo correctamente aún con las temperaturas promedio, te sugerimos ampliamente

- Cada material tiene una temperatura promedio a la que debería imprimirse que son las que podemos encontrar en tablas o en las etiquetas de los carretes. Por ejemplo:
- PLA : 200°C Extrusor – 60°C Plataforma / ABS : 230°C Extrusor – 90°C Plataforma /PETG : 240°C Extrusor – 70° Plataforma/ NYLON: 260°C Extrusor – 80° Plataforma
Nos basaremos en en dichos promedios para determinar la temperatura ideal.
En algunos casos, una temperatura promedio con la que podríamos estar acostumbrados como por ejemplo 200°C para PLA, podrían no ser suficiente para algunas marcas como Polymaker, Raise3D, Proto-Pasta, Fillamentum, etc., que requieren temperaturas ligeramente más altas para poder ser extruidos correctamente o caso contrario, que estemos acostumbrados a imprimir a 220°C y esto sea demasiado para otras marcas y terminen atascados.
- Algunos equipos de impresión, pueden marcar temperaturas más, o menos bajas de las que realmente tienen y esto podrían hacer variar la temperatura ideal de impresión.
Igualmente el tipo de boquilla que estemos utilizando tiene impacto en la temperatura que deberíamos de utilizar la imprimir, las boquillas de acero inoxidable por ejemplo suelen requerir algunos grados extra para trabajar igual que una boquilla de latón debido a una conductividad térmica más baja.
- Los parámetros de impresión como la altura de capa (resolución) a la que se está imprimiendo, velocidades y ventilador de capas influyen en la temperatura que se debe utilizar para imprimir correctamente.
Entre más delgada sea la altura de capa, más frío debemos imprimir para tener un control más estable del flujo de material e igualmente al imprimir con alturas de capa más espesas debemos subir la temperatura para que le permita al material salir más fácilmente de la boquilla.
Entonces, ¿cómo encontrar la temperatura ideal?
Veremos a continuación el método más simple y que no implica gastos extra para encontrar este parámetro. Ya que tenemos una temperatura de impresión promedio, ajustaremos la temperatura imprimiendo una pieza de calibración, la cual puedes descargar en thingiverse
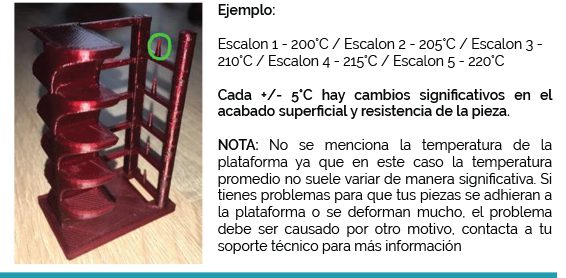
Esta pieza deberá ser impresa con una altura de capa de: 0.15mm a una velocidad de impresión máxima de 45mm/s y el ventilador de capas apagado. Observamos que esta pieza consta de 5 escalones. El primer escalón deberá ser impreso impreso con la temperatura base con la que estés trabajando tu material. El segundo deberá ser impreso con la temperatura base + 5°C. El tercero deberá ser impreso con la temperatura del segundo + 5°C Y así sucesivamente.
Ajustando
Una vez impresa la pieza, observaremos detenidamente cada uno de los escalones, seleccionaremos el que mejor se vea. En uno de los laterales de la pieza podemos observar pequeños conos (el marcado en verde en la fotografía), procederemos a romper cada uno de ellos con el pulgar, prestando mucha atención a cuál de ellos es más difícil de romper y seleccionaremos el escalón que tenga el cono más resistente. La idea es seleccionar el escalón que tenga el mejor acabado e igualmente el cono más resistente y utilizar esta temperatura para nuestras impresiones con este material.
Hay casos en los que el cono con mayor resistencia, no se encuentra en el escalón con el mejor acabado y deberemos hacer ese pequeño sacrificio en acabado superficial para obtener piezas más resistentes. Si no es de nuestro interés fabricar piezas altamente resistentes, podemos escoger la temperatura del escalón con el mejor acabado y trabajar con esta temperatura.
Conclusión
Es importante realizar la impresión de esta pieza de calibración con distintas alturas de capa, diferentes velocidades o con el ventilador de capas encendido a diferente porcentajes. En el artículo fue sugerida una altura de capa que suele ser la más utilizada (0.15mm), una velocidad de impresión promedio (45mm/s) que no causa problemas con ningún material a excepción de los flexibles que se requieren velocidades aún más bajas y el ventilador de capas apagado ya que como se mencionó previamente, en general solo es estrictamente necesario con PLA. También es buena práctica bajar en lugar de subir la temperatura, en muchos casos una temperatura más baja ofrece un mejor acabado que la temperatura promedio.
Aclaraciones El software que se utiliza en equipos como Ultimaker, Raise3D y FlashForge permiten hacer el ajuste de temperatura por altura, si tienes duda de como realizar este ajuste y cualquiera de los mencionados en el artículo.





Add comment