













Cómo tener éxito al imprimir en 3D con Nylon
Cómo tener éxito al imprimir en 3D con Nylon, Si bien el nailon es un material muy versátil y sobresale en una variedad de propiedades mecánicas, térmicas y químicas, tiene sus inconvenientes. El nailon necesita un cuidado especial cuando se trata de impresión, manipulación y almacenamiento. La impresión con filamento húmedo puede resultar en piezas con un acabado superficial deficiente, propiedades mecánicas disminuidas y encordado excesivo. Los filamentos de nailon se encuentran entre los materiales de impresión 3D más susceptibles debido a la gran cantidad de agua que absorben en poco tiempo.
Por lo general, los carretes de filamentos deben secarse unas pocas horas después de dejarlos afuera. Existen varios dispositivos para mantener el filamento seco durante la impresión y son especialmente útiles para impresiones largas (> 24 horas). El nailon se puede secar en un horno durante unas 8 horas a 80 ˚C.
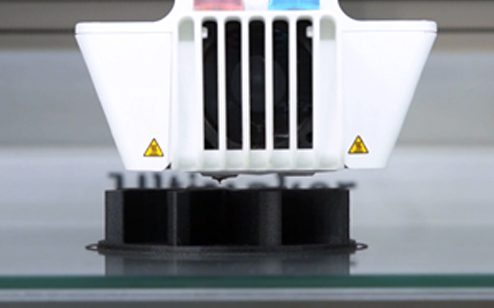

Impresiones se imprimieron en la misma impresora con la misma configuración y el mismo material (Taulman Alloy 910) El modelo de la izquierda se imprimió con filamento que se había secado previamente mientras que el de la derecha se imprimió con filamento dejado afuera durante un par de ¡dias! Asegúrese de que su impresora esté preparada para ello, con algunas excepciones, la mayoría de las medias de nailon requieren una temperatura de la boquilla superior a 250 ˚C. Se sugiere un extremo caliente completamente metálico al imprimir con este material. Algunas medias de nailon también se pueden imprimir sin el uso de una cama con calefacción. Sin embargo, otros grados de nailon a veces pueden requerir el uso de una cama calentada hasta 100 ˚C.
Prevenir deformaciones
Dado que el nailon es un material resbaladizo, esto también significa que normalmente no se adhiere bien a otras superficies. Si bien hay algunas excepciones, la mayoría de los Nylons requieren una solución de adhesión especializada para evitar deformaciones. También se recomienda utilizar una impresora con una cámara cerrada y desactivar el enfriamiento de la parte activa.
Si bien cada filamento requerirá diferentes métodos para mejorar la adhesión, otras sugerencias útiles incluyen:
Comience alto y luego baje:
Algunos materiales de PA se benefician del uso de 10 ° C adicionales para la primera capa tanto en la placa de construcción como en la boquilla.
Use un borde:
Para algunos materiales de nailon, las impresiones de tamaño mediano y grande pueden beneficiarse del uso de un borde de 10-20 mm.
Imprima lentamente en la primera capa:
La mayoría de los materiales tienden a mostrar una mejor adhesión de la primera capa cuando la primera capa se imprime lentamente (10-20 mm / s)
Use una cámara calentada
Algunos materiales de nailon pueden beneficiarse enormemente del uso de una cámara calentada
Magigoo PA es uno de nuestros adhesivos y está diseñado específicamente para su uso en la impresión 3D con filamentos de nailon. Para una adhesión óptima con filamentos de nailon, le sugerimos que encuentre la temperatura óptima de la placa de construcción utilizando este método o consulte nuestra base de datos de materiales probados .
Esperamos que esta publicación le haya resultado interesante, no dude en enviarnos cualquier pregunta a [email protected]





Add comment